

How to Choose the Best Rubber Molding Process for Your Product?
I have seen many projects fail because teams chose the wrong molding process too early. The part looked fine on paper, but the real product brought cost, delay, and rework.
I choose the best rubber molding process by matching the part’s use, volume, tolerance, and material needs. Price matters, but the real answer comes from performance, batch size, and long-term quality.
I often tell my team that the process choice is not a small decision. I have watched one bad choice turn a simple part into a long repair job. I have also seen one good choice save time at every step after tooling. That is why I always slow down before I make the first decision.
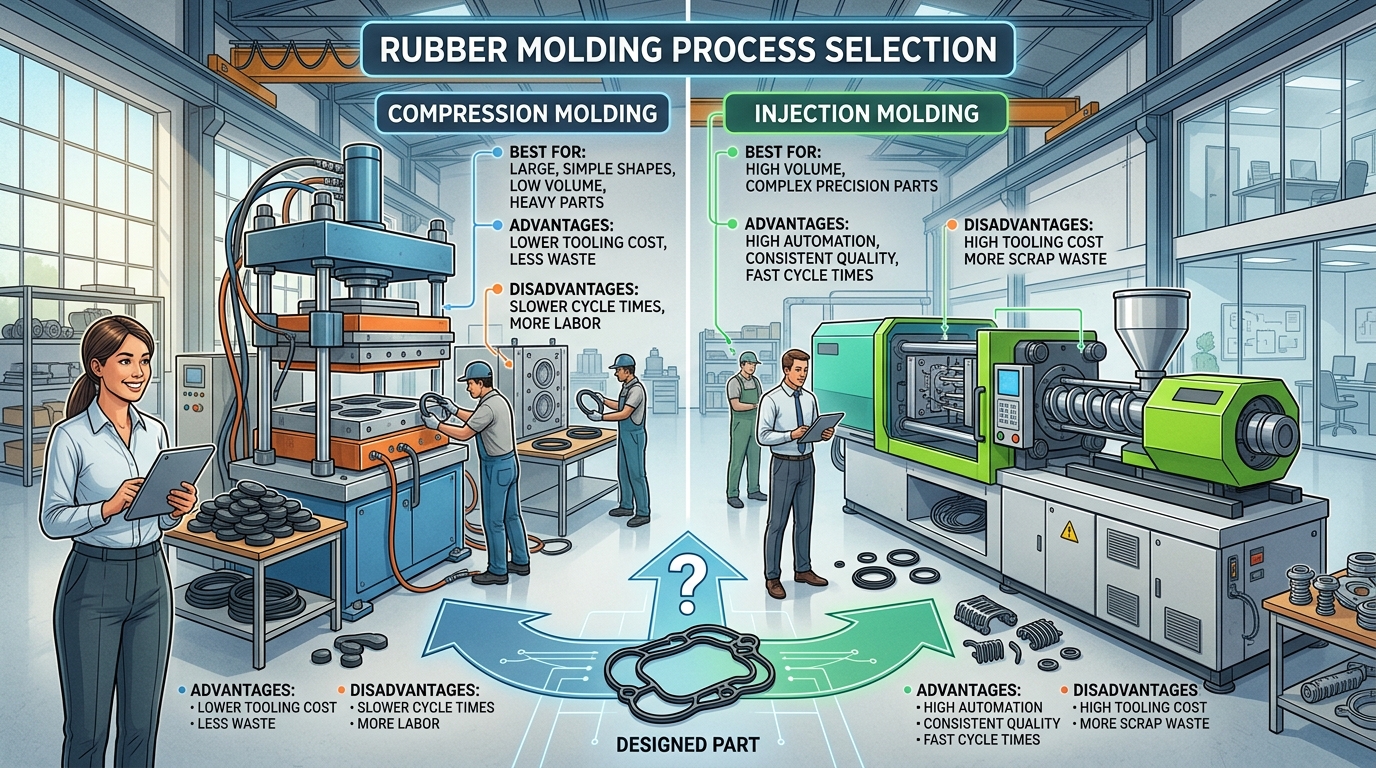
Compression Molding vs Injection Molding: Which One Should You Pick?
I get this question all the time, and I understand why. Both methods can make strong rubber parts. Both can look like a good fit at first. But they solve different problems, and I never treat them as the same option.
Compression molding is usually better for simpler parts, lower volume, and lower tooling cost. Injection molding is usually better for higher volume, tighter tolerance, and more complex shapes. If I need fast output and repeatable quality, I lean toward injection molding. If I need a more basic setup and a lower upfront cost, I often start with compression molding.
When I choose compression molding
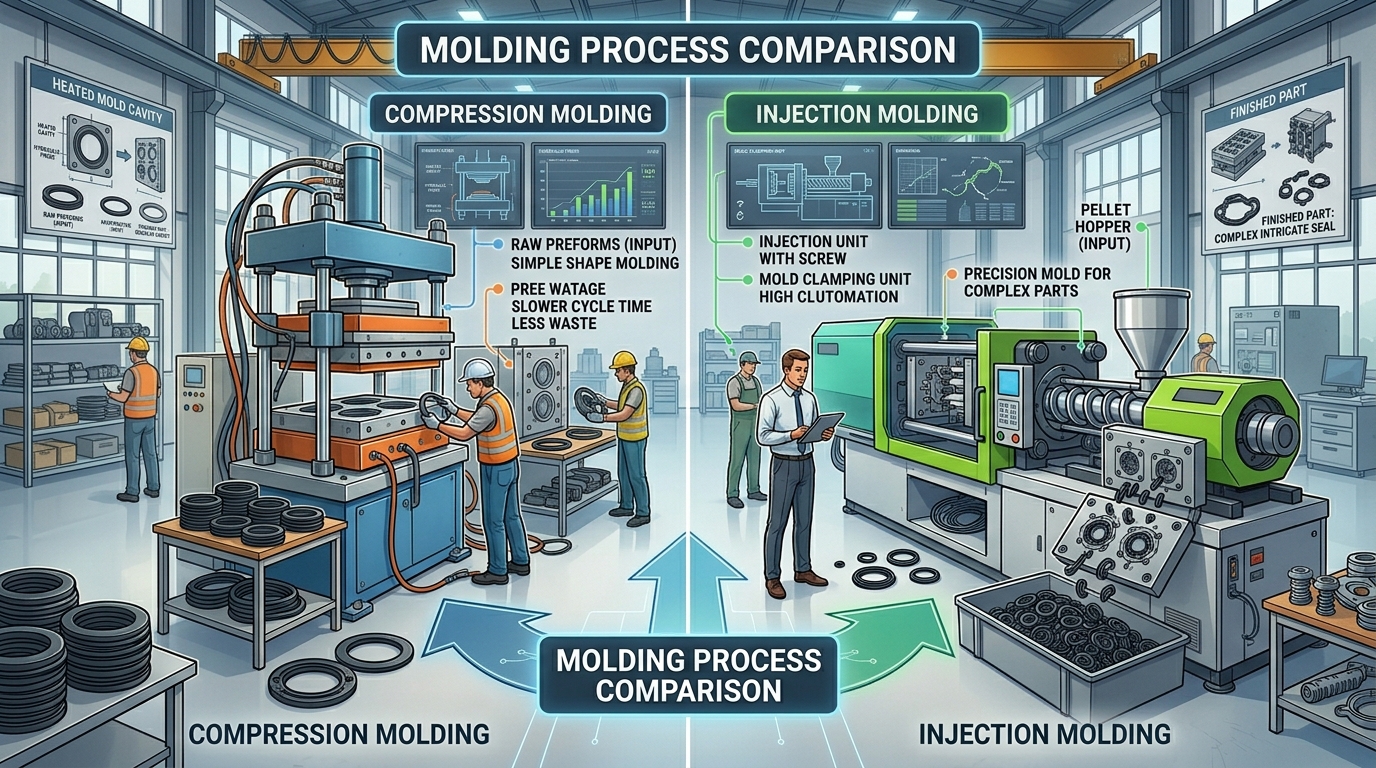
I choose compression molding when the part has a simple shape and the order volume is not very high. I also like it when the mold cost must stay low. The process is direct. I place the rubber charge into the cavity, close the mold, and apply heat and pressure. This gives me a solid option for gaskets, pads, and larger parts that do not need very fine detail.
When I choose injection molding
I choose injection molding when I need speed, repeatability, and better control. The process feeds rubber into the mold under pressure, so the material fills the cavity more evenly. I use this method when the part has more detail, when the batch is large, or when the customer expects steady output over a long run. I also like it when the design team wants to reduce variation between parts.
My simple rule between the two
I ask three questions before I decide. I ask how many parts the customer needs. I ask how tight the tolerance is. I ask how much the part must do in its real use. If the answer points to high volume and precision, I choose injection molding. If the answer points to lower volume and simpler geometry, I choose compression molding.
| Factor | Compression Molding | Injection Molding |
|---|---|---|
| Tooling cost | Lower | Higher |
| Cycle speed | Slower | Faster |
| Part complexity | Simple to moderate | Moderate to high |
| Volume | Low to medium | Medium to high |
| Tolerance control | Less stable | More stable |
| Best use | Basic rubber parts | Detailed and repeatable parts |
Key Factors to Consider When Selecting Rubber Molding Methods
I never start with the machine first. I start with the product. I look at where the part will work, how long it must last, and what kind of stress it will face. That approach saves me from making a cheap choice that becomes an expensive one later.
1. I study the usage environment
I first check heat, cold, moisture, oil, UV, and chemical exposure. A seal for outdoor use needs different rubber and a different process than a part inside a clean device. If I ignore the environment, the part may crack, swell, or lose shape fast.
2. I check the batch size
I then look at order volume. A small batch may not justify a high-cost mold. A large batch often needs a faster and more stable process. I have seen teams pick a low-cost method for a huge order, and then they lose money because the cycle time is too slow.
3. I review the tolerance target
I always ask how much size change the product can accept. Tight tolerance usually pushes me toward a more controlled process. If the part must fit with other components, I need stable results. If I allow too much variation, the assembly line will feel the problem right away.
4. I think about material flow
I also think about how the rubber moves inside the mold. Some shapes fill easily. Some shapes need better pressure and flow control. If the shape is thin, detailed, or full of small features, I often need a method that gives me stronger flow behavior.
5. I look at future changes
I also think ahead. A product may start with small demand, but it may grow fast. If I can see that path early, I may choose a process that supports scale later. That choice can avoid a second tooling project.

| Selection Factor | What I Ask | Why It Matters |
|---|---|---|
| Environment | Heat, oil, water, UV, chemicals | It affects material life and part failure |
| Batch size | Low, medium, or high volume | It changes cost and cycle planning |
| Tolerance | How exact the fit must be | It affects assembly and quality |
| Geometry | Simple or complex shape | It affects mold flow and release |
| Future growth | Will demand rise later? | It helps me avoid a second round of tooling |
Why I do not trust price alone
I have learned that price at the quotation stage is only part of the story. A low-cost process can bring high scrap, slow output, and more inspection. A slightly higher-cost process can give me better stability and less trouble later. I would rather spend a little more early than pay much more for rework and quality loss.
Cost, Volume, and Tolerance: Making the Right Decision
I often explain the final choice with three simple words: cost, volume, and tolerance. If I rank these three badly, I can hurt the full project. If I rank them well, I can protect the whole product line.
Cost
I separate cost into two parts. I look at tooling cost and part cost. A process with lower tooling cost may still produce a higher unit cost. A process with higher tooling cost may save money later if the order is large enough. I always compare the full project value, not just the first invoice.
Volume
I treat volume as a major decision point. Low volume often fits simpler methods. High volume usually needs a faster and more repeatable method. If I ignore volume, I may choose a process that cannot keep up with demand. That creates delays and pressure in production.
Tolerance
I see tolerance as the hidden driver of success. A part with loose tolerance gives me more freedom. A part with tight tolerance needs stronger process control. If the rubber part must align with plastic, metal, or electronic parts, I take tolerance very seriously. I know that small size shifts can create big assembly problems.
My decision path
When I face a project, I use this order. First, I check the use case. Second, I check the volume. Third, I check the tolerance. Then I compare the process options. I do not rush this step. I have seen many mistakes come from speed, not from lack of skill.
| Decision Item | Low Priority Case | High Priority Case |
|---|---|---|
| Cost | Small project, limited risk | Large project, long production life |
| Volume | Prototype or short run | Mass production |
| Tolerance | Non-critical fit | Tight assembly fit |
| Best process | Often compression molding | Often injection molding |
My insight from real projects
Most companies only look at price when choosing rubber molding processes, which is a huge mistake. I agree with that fully. I have seen product teams save a small amount at the start and then lose far more in rework, scrap, and customer complaints. The correct choice should come from the product’s usage environment, batch size, and accuracy needs. I think the best projects are the ones where the team spends a little more attention early and avoids much bigger loss later. That is how I prefer to work, and that is how I help a part move from design to stable production.
Conclusion
I choose rubber molding by matching the process to the part, not by chasing the lowest price. When I balance use, volume, and tolerance, I get better quality and lower total cost.