

What Is Silicone Made Of and Why Is It Used in Manufacturing?
I’ve watched good products fail because someone treated silicone like ordinary plastic. That one mix-up can kill a seal, a launch date, and your margin.
Silicone is a siloxane-based polymer made from silica (sand) through industrial chemistry. Manufacturers choose it for heat resistance, long-term flexibility, sealing, and stable electrical performance where many plastics fail.

Most buyers hear “silicon” and jump to a simple story: safe or unsafe, plastic or not. I don’t blame them. Marketing labels are loud. But in real OEM work, silicone is a family of materials. The final part only makes sense when you read the chemistry, the cure system, the fillers, and the compliance docs together. If you skip that step, you pick the wrong grade and pay for it in the field.
What is silicone and how is it made?
I once quoted a gasket job and the buyer only asked for “silicone.” No durometer. No temperature. No standard. That gap always worries me.
Silicone is not elemental silicon. It is a polymer built from silicon–oxygen backbones with organic groups attached, usually methyl groups. Production starts with silica, then moves through silicon metal, silanes, and finally long flexible siloxane chains.

From sand to siloxane chains
The path looks industrial, but the idea is simple. Nature gives you silica. Factories reduce and process it into silicon. Chemists turn that silicon into silanes and prepolymers. Those chains cross-link during curing and become rubber-like solids with very different behavior than standard thermoplastics.
What changes the final properties
I learned this on a medical-adjacent part years ago. Same word on the spec sheet. Totally different performance. The grade, cure type, fillers, and post-cure matter more than the label “silicone.”
| Factor | What it controls | Why it matters in production |
|---|---|---|
| Polymer chemistry | Base flexibility, heat ceiling | Picks whether the part survives ovens, engines, or outdoor UV |
| Curing system | Cross-link density, byproducts | Affects odor, leaching risk, and process windows |
| Fillers | Strength, cost, color | Changes tear strength and compression set |
| Post-cure | Residual reactives | Can reduce odors and improve stability in long-life apps |
When I review a drawing, I don’t stop at the material name. I ask what temperature cycle it sees, how long it must flex, and which certificate the buyer actually needs.
Is silicone actually safer than plastic?
A client once told me silicone is “cleaner” than plastic. I hear that a lot. It sounds good. It is also incomplete.
Silicone is not automatically safer than plastic. Safety depends on grade, additives, curing byproducts, and compliance testing—not the material name alone.
“Safer” only makes sense in context
Some silicones fit high-heat or long-life jobs better than many plastics. Food-grade and medical-grade versions exist when they are formulated, processed, and validated correctly. But not every silicone is food-safe. Not every plastic is unsafe. I treat both as material families with rules inside each family.
How I compare materials on real projects
| Question I ask | Silicone angle | Plastic angle |
|---|---|---|
| Operating temperature | Often strong across hot and cold extremes | Many grades soften or become brittle |
| Contact with skin or food | Possible with approved grades and clean process | Possible with approved grades and clean process |
| Regulatory proof | FDA, USP, RoHS, LFGB as required | Same idea—proof beats opinion |
| Long-term flex | Often lower compression set in the right grade | Depends heavily on resin and fill |
I don’t sell fear. I sell fit. If the app is room-temp, low load, and cost-driven, a good plastic may win. If the app needs heat, ozone, or years of flex, silicone often earns its place.
Is silicon good or bad for you?
People Google “silicon” and panic about spatulas. I get the confusion. The element and the rubber are not the same thing.
Elemental silicon is not what touches your food in a cured silicone part. End-user risk usually comes from wrong grade choice, incomplete cure, or unapproved additives—not from the word silicone itself.

What actually drives exposure risk
In manufacturing, I focus on what can migrate, what can smell, and what was cured correctly. A part can look fine and still fail validation if the cure was rushed or the certificate does not match the batch.
Checks I expect from a serious supplier
| Risk source | What goes wrong | What good practice looks like |
|---|---|---|
| Incomplete cure | Odor, surface tack, uncertain leaching | Controlled cure time, temperature, and post-cure when needed |
| Wrong formulation | Unapproved contact with food or skin | Material certs matched to the exact use case |
| Cheap fillers or oils | Performance drift over time | Traceable incoming QC and batch records |
| Label-only compliance | Paper says “FDA” but process does not support it | Process validation plus the right standard for the market |
I once rejected incoming silicone stock because the cert was for a different shore hardness and cure package than our approved AVL. The buyer was annoyed that week. They thanked me six months later when audit questions came in clean.
What is silicone mostly used for?
If you walk a factory floor with me, you see silicone where the job is mean: heat, flex, seal, protect.
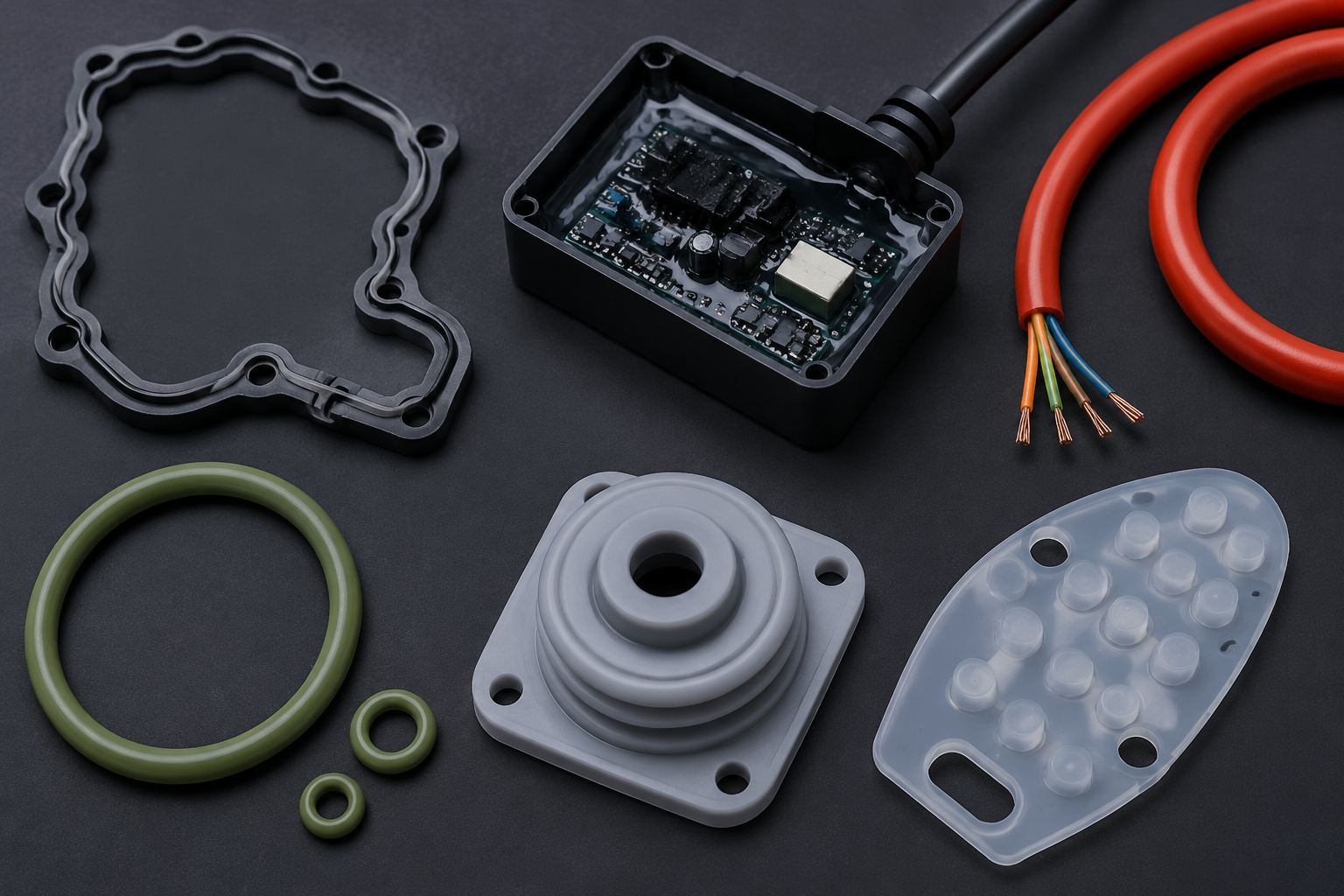
Silicone is mostly used for sealing, insulating, protecting, and flexing in harsh conditions—gaskets, medical and food-contact parts (when certified), electronics potting, automotive components, and consumer goods that must keep working after heat, cold, or repeated bending.
Where I see it win in OEM programs
| Application | Why silicone gets the call | Typical spec focus |
|---|---|---|
| Gaskets and seals | Compression set and temperature range | Durometer, tear strength, fluid resistance |
| Electronics potting | Dielectric stability and thermal cycling | Volume resistivity, flame rating if needed |
| Medical and food contact | Biocompatibility when validated | USP, FDA, LFGB pathways as required |
| Automotive | Heat, ozone, long service life | IATF discipline plus material traceability |
| Consumer goods | Soft touch and repeated flex | Skin feel, color stability, cycle life |
At KENVOX we run compression molding, LSR injection, and related finishing across China and Vietnam sites. The method changes with volume, geometry, and tolerance. But the buyer question stays the same: will this part still work in year three?
What insights should I keep in mind about silicone?
Early in my career I picked silicone because it sounded “premium.” The mold cost taught me otherwise. Premium is not a vibe. It is a match.
The real decision is not silicone versus plastic as a moral choice. It is durometer, tear strength, compression set, temperature rating, and regulatory fit for one specific application.

The mistake I still see in RFQs
Buyers copy a competitor’s material call without copying the environment. A kitchen tool spec does not belong on an under-hood seal. I push back when the drawing is silent on continuous service temperature or on whether the part loads in compression every day.
My practical decision frame
| If your priority is… | Silicone may fit when… | Reconsider when… |
|---|---|---|
| Lowest piece price | Life cycle value beats resin cost | The app is simple, indoor, and low stress |
| Long seal life | Compression set and heat data support the duty cycle | A engineered elastomer or TPE hits the numbers cheaper |
| Regulatory sales | Certs, process, and AVL align | You only have a marketing claim, not test proof |
| Fast tooling | LSR or compression suits geometry and volume | Metal or hard plastic carries the structural load better |
I also watch overmolding and two-shot programs closely. Silicone on plastic can be a great UX win. It can also be a warpage nightmare if gate, shrink, and bond prep are treated like afterthoughts. That is where DFM meetings save money before steel is cut.
Conclusion
Silicone is a performance polymer family, not a magic “safe plastic.” Match grade, cure, and compliance to the job—and it earns its place.
My Role
I write from the shop floor outward. My job is to turn material names into parts that ship, pass audit, and survive real use.
About Me
KENVOX INDUSTRIAL (HONGKONG) CO., LTD is a Hong Kong–based contract manufacturing group (est. 1989) focused on plastic, silicone, and metal tooling and finished parts, with OEM/ODM, design support, and one-stop turnkey project delivery from concept through mold, production, secondary processes, assembly, packaging, and export logistics. The group operates wholly owned and partner facilities in Dongguan, Huizhou, Shenzhen (commercial/engineering), and Vietnam (plastic, silicone, and precision metal), and promotes primarily as a manufacturer platform rather than a generic trading broker. Website: www.kenvox.com.
Services Offered:
- Product & engineering design: Component design, reverse engineering, DFM/DFMA, tooling/fixture/gauge design, and drawing refinement for manufacturability.
- Prototyping: CNC prototypes (plastic/metal), silicone sample molds, silicone overmolding for small plastic prototype runs, and engineering/appearance validation before production tooling.
- Injection mold design & manufacturing: Plastic injection molds (including gas-assisted, insert, precision, and two-shot / overmolding), plus related mold flow analysis and DFM reporting.
- Custom manufacturing — plastic: High- and low-volume injection molding, dual-color injection, overmolding, insert molding; support for clean-room medical molding (up to Class 10,000 where applicable).
- Custom manufacturing — silicone: Compression molding, LSR (liquid silicone) injection, dispensing/epoxy, and related finished silicone parts.
- Custom manufacturing — metal: CNC machining, die casting, stamping (sheet metal), and coordinated metal supply through JV/partner metal operations.
- Secondary processing & assembly: Silk screen and pad printing, laser engraving, painting/UV coating, sand blast texturing, vacuum plating, ultrasonic welding, simple structural assembly, and coordination of anodizing, electroplating, powder coating, and other outsourced finishes.
- Supply chain & project operations: Sourcing of related components (electronics/EMS, packaging, standard parts, wood/glass/textiles via vetted suppliers), warehousing, multi-destination shipping, and testing/certification coordination (e.g. CE, FCC, UL, FDA, LFGB as required by product/market).
Certifications and Quality Assurance:
KENVOX operates under ISO 9001, IATF/TS 16949 (automotive quality), and ISO 14001, with incoming-to-outgoing QC, dedicated QA resources, and ERP-backed documentation and traceability for molds and production.
Team and Communication:
Sales and project staff are positioned for direct English communication with overseas clients; foreign-trade engineers typically bring 10+ years of industry experience, with appointed project leaders per case for faster quotations (streamlined internal approval vs. typical factory hierarchies), online technical reviews, and ongoing follow-up through mold trials (T0/T1…), golden samples, and mass production.
Production Capabilities:
Group scale (figures vary by document/year—use ranges when speaking to customers): roughly 600–1,300+ employees, ~30,000–40,000+ m² manufacturing footprint, 70–80% export orientation. Plastic injection capacity includes 190+ injection machines (about 75–1,000 ton class across the network, with dual-color capability and partner access to ~1,000 ton machines), 1300+ tons/year plastic processing capacity cited for major plastic sites, and 60+ silicone-related machines (compression, transfer, LSR, dispensing). Mold shop highlights include high-speed CNC (e.g. Mikron), EDM / mirror EDM, slow-wire EDM, grinding, and CMM measurement; Huizhou-scale plastic operations cite on the order of ~400 molds/year and ~5,000 T injection parts (site-dependent).
Global Reach:
Primary markets: North America, South America, Western/Eastern Europe, East Asia, Middle East, and Australia, with reference customers/brands including CASIO, BROTHER, BBK, KINPO, LADA, and automotive/industrial names (e.g. VAZ, GAZ). U.S. sales support is referenced (California); European branch is planned rather than fully established. KENVOX targets mid-to-high-end buyers—especially industrial/product design firms, brand owners, contract manufacturers/assemblers, sourcing firms, and regional mold shops subcontracting to China/Vietnam—who value turnkey execution, dual-material molding, medical/clean-room options, and responsive project management over lowest-unit-price-only sourcing.
About him/her
Product and Mold Designer User Profile (Ryan)
Age: 31
Country: USA
Education: Degree in product design or mechanical engineering
Work Experience: 10 years of experience in product and mold design
Ryan is a seasoned designer who works in a mid-sized manufacturing company, specializing in plastic components for consumer electronics. His role involves ensuring that designs meet both aesthetic and functional requirements while being optimized for large-scale production. Kyle is highly proficient with CAD tools and mold design principles, regularly collaborating with engineers and production teams. He seeks to keep up with advancements in mold design, new materials, and manufacturing technologies to improve product quality and reduce costs. His main challenges include calculating mold shrinkage, managing tight project deadlines, and incorporating the latest design techniques.