

What Are the Key Design Factors for a High-Quality Silicone Injection Mould?
Do you struggle with defects in your silicone parts? Bad mold design causes flash and wastes money. I will show you how to build better molds for perfect parts.
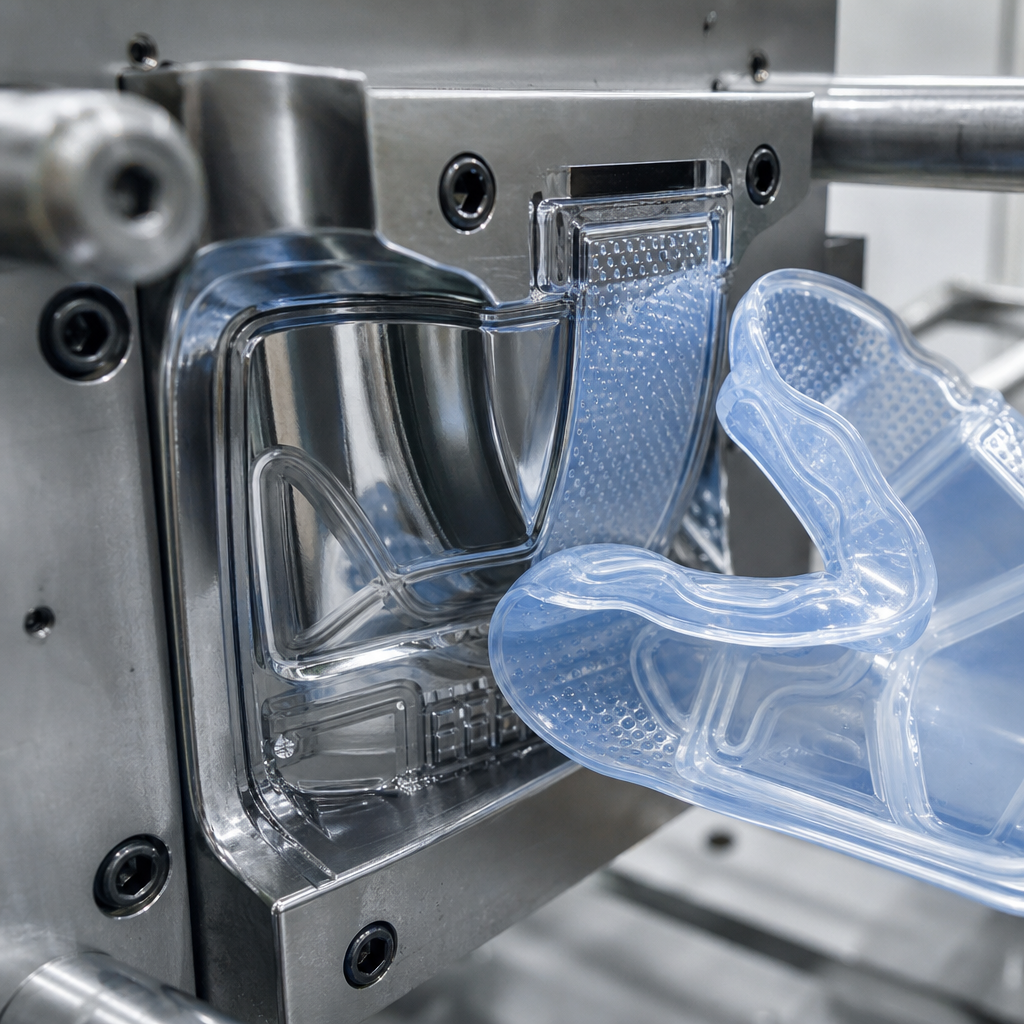
The key factors for a high-quality silicone injection mold include managing wall thickness, using generous radii, and ensuring precise thermal control. You must also account for silicone’s high flow rate and elasticity. Good venting and tight tolerances prevent flash and ensure your parts come out right every time.
Silicone acts very differently from regular plastics. If you ignore these differences, your project will fail. Let me share what I learned over the last ten years to help you avoid these mistakes.
What are the design requirements for injection molding?
Are your molded parts warping or sinking? Uneven cooling and poor geometry are usually the cause. I use specific rules to prevent these issues in every new project.
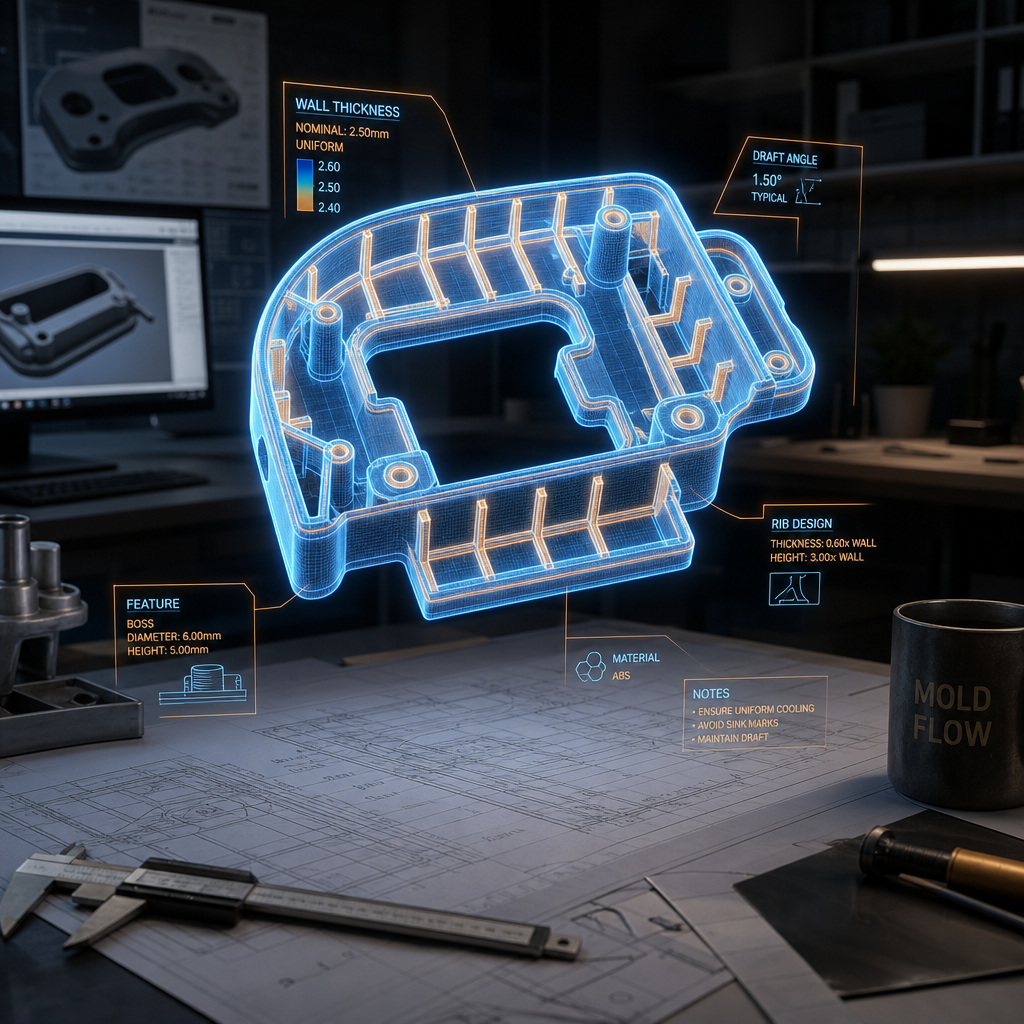
The main design requirements for injection molding include uniform wall thickness, proper draft angles, and correct rib sizing. You should keep ribs at 60% of the wall thickness. You also need to place gates and parting lines carefully to avoid ruining the cosmetic surfaces of your parts.
I learned early in my career that simple designs work best. You must start with a good part design before you cut any piece of steel. I remember one time a client sent me a design with very uneven walls. They wanted me to build the mold immediately. I refused. I knew the part would warp terribly. We fixed the design first. The mold then worked perfectly.
Core Design Rules
Uniform walls are the most important rule. If you make walls uneven, the part cools at different rates. This causes warp. I always use a draft angle of at least one degree per inch of depth. This lets the part eject easily without sticking to the core.
Here is a quick reference table I use for basic features:
| Feature | Guideline | Purpose |
|---|---|---|
| Wall Thickness | Keep it uniform across the part | Prevents warping and sink marks |
| Draft Angle | Minimum 1° per inch of depth | Helps parts eject smoothly |
| Rib Thickness | 60% of the adjoining wall | Stops sink marks on the outside surface |
| Inside Radii | Make it equal to the wall thickness | Reduces stress and improves material flow |
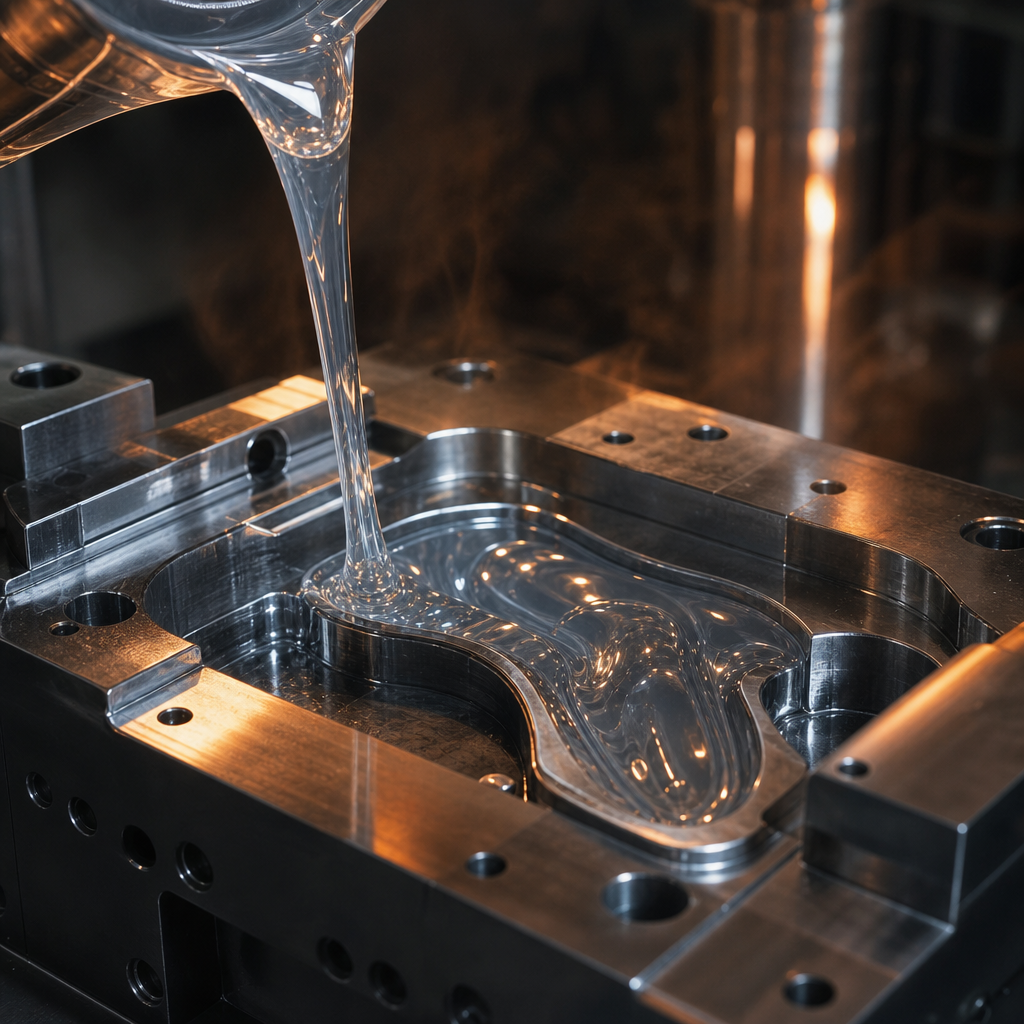
You also need to think deeply about the material. Liquid silicone rubber flows very fast. It needs tight tolerances to stop flash from happening. You must apply your dimensions to the silicone features directly. You do not apply them to the gaps. This helps you get accurate parts every time. I always run a flow simulation before I finalize any design. This step saves me from making costly mistakes.
What are the 4 variables in injection molding?
Do you feel lost when you adjust your molding machine? Random changes will ruin your parts. I rely on four basic variables to control the entire molding process.
The four variables in injection molding are temperature, flow, pressure, and cooling. Everything the material experiences depends on these four elements. If you optimize the heat, injection rate, packing force, and cooling time, you will get consistent parts and reduce defects.

I remember a time when a new machine operator just guessed at the machine settings. We lost thousands of parts in one day. You need to understand the true science of molding to avoid this problem.
The Foundational Concept
We call this approach scientific molding. You must control what the plastic or silicone actually feels inside the mold cavity.
Here is how I break down the four key variables:
| Variable | What It Controls | Why It Matters |
|---|---|---|
| Temperature | Melt heat and mold heat | Makes the material flow and cure properly |
| Flow | Injection rate and viscosity | Fills the mold without burning the material |
| Pressure | Injection force and packing pressure | Pushes material into details and prevents voids |
| Cooling | Cooling rate and set time | Sets the final shape and dimensional size |
If you change the temperature, you instantly change the flow. They all link together in a tight chain. For silicone, temperature is extra important. Heat causes the material to cure. You must keep the mold hot and the runner system cold. This is the opposite of regular plastic. If you balance these four things, you will succeed. I always check these exact variables first when a molding problem happens on the floor.
What are the four primary elements that influence the injection molding process?
Are you tired of inconsistent production runs? Small process shifts can create huge scrap piles. I focus on the core elements to keep my production completely stable.
The four primary elements that influence the process are the mold temperature, the injection speed, the packing pressure, and the cooling rate. You must control these elements tightly. When you lock down these settings, you ensure the material fills the cavity correctly and cures with minimal defects.
I always tell my team that the machine only does what the mold allows. You have to design the mold to handle these four process elements well. I once designed a mold with poor venting. The trapped air burned the edges of every single part. I had to pull the mold from the machine and recut the vents. It was a hard lesson.
Managing the Elements
For silicone, the elements work a bit differently than for rigid plastics. The material actually expands when you heat it. You have to plan for this expansion inside your mold cavity.
I use this exact checklist to manage the elements:
| Element Focus | Action Taken | Result |
|---|---|---|
| Thermal Control | Use high-quality P20 or H13 steel | Keeps mold heating precise for even curing |
| Flow Management | Add deep and wide air vents | Lets air escape so silicone fills very fast |
| Pressure Handling | Machine extremely tight shutoffs | Stops the runny silicone from flashing |
| Curing Time | Balance the internal heating channels | Speeds up the overall cycle time |
You cannot ignore any of these details. If your venting is bad, the flow slows down. The air will trap and burn your part. I make sure my mold makers polish the vents perfectly. Silicone flows like water under pressure. It will find any tiny gap. You must build the mold to support the process elements from the very start of the project.
How to design an injection mould?
Are you overwhelmed by starting a new mold design? Skipping steps leads to broken tools and bad parts. I follow a strict process to design molds that work perfectly.
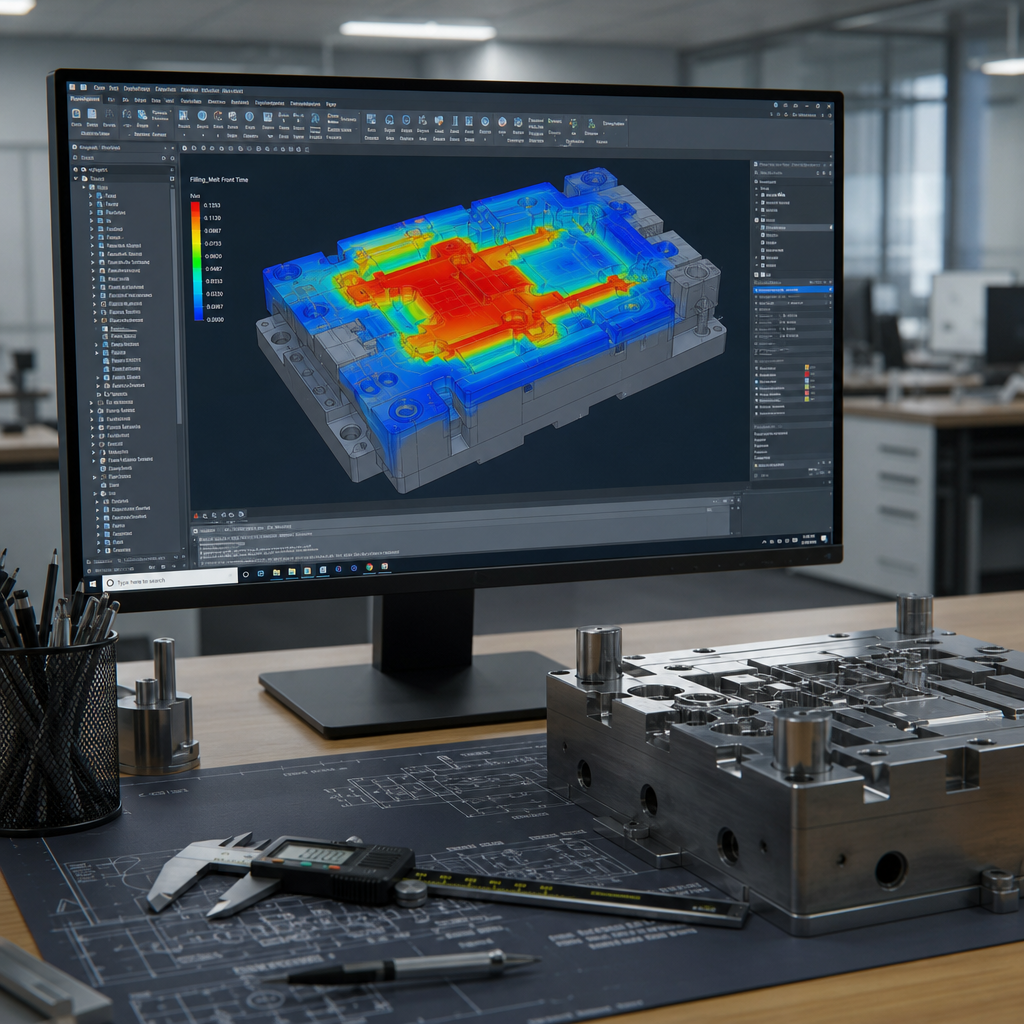
To design an injection mold, you start with the part design and material selection. Next, you create the 3D CAD model of the core and cavity. Then, you add cooling channels, gates, vents, and ejection systems. Finally, you simulate the flow, machine the steel, and test the mold.
I build hundreds of molds at KENVOX. I never skip a single step in the design process. It always costs more money if you try to take shortcuts. I once tried to rush a prototype tool without doing a flow simulation. We ended up with a huge air trap that ruined the tool.
The Design Process
You must collaborate with your mold makers very early. This is called design for manufacturing. I do this on every single job we get.
Here are the critical phases I use:
| Phase | Tasks Involved | Key Goal |
|---|---|---|
| Planning | Part review and material selection | Fix bad geometry early |
| Core Design | Split the core and the cavity | Set the perfect parting line |
| Systems | Add cooling channels, gates, and vents | Control the four molding variables |
| Validation | Run a software flow simulation | Catch major errors before cutting steel |
For silicone molds, you have to think about the high elasticity. You can use deep undercuts in your design. You do not always need complex mechanical slides. This makes the tool simpler and cheaper. But you must make the metal shutoffs perfect. I usually specify a tight tolerance of ±0.003 inches. I also make sure the ejector system uses an air assist feature. Regular ejector pins just poke through soft silicone parts. Follow these exact steps and your mold will run great.
Conclusion
High-quality silicone molds require careful attention to material flow, precise thermal control, and exact tolerances. Design smartly, respect the four molding variables, and your production will run without issues.