

high-speed cnc,edm
slow wire-cutting
One-Stop Contract Manufacturer

high-speed cnc,edm
slow wire-cutting
Leading professionals in the tool/mold manufacturing industry.
Kenvox maintains strict quality control, deadlines, and voice activities with internal staff.
Metal forging is a metal forming process that involves applying compressive forces to a work piece to deform it, and create a desired geometric change to the material. The forging process is very important in industrial metal manufacture, particularly in the extensive iron and steel manufacturing industry. A steel forge is often a source of great output and productivity. Work stock is input to the forge, it may be rolled, it may also come directly from cast ingots or continuous castings. The forge will then manufacture steel forgings of desired geometry and specific material properties. These material properties are often greatly improved.
Metal forging is known to produce some of the strongest manufactured parts compared to other metal manufacturing processes, and obviously, is not just limited to iron and steel forging but to other metals as well. Different types of metals will have a different factors involved when forging them, some will be easier to forge than others. Various tests are described latter to determine forging process factors for different materials. Aluminum, magnesium, copper, titanium, and nickel alloys are also commonly forged metals. It is important to understand the principles of manufacturing forged products, including different techniques and basic metal forging design. The following will provide a comprehensive overview of the metal forging process.
Metal forging, specifically, can strengthen the material by sealing cracks and closing empty spaces within the metal. The hot forging process will highly reduce or eliminate inclusions in the forged part by breaking up impurities and redistributing their material throughout the metal work. However, controlling the bulk of impurities in the metal should be a consideration of the earlier casting process. Inclusions can cause stress points in the manufactured product, something to be avoided. Forging a metal will also alter the metal’s grain structure with respect to the flow of the material during its deformation, and like other forming processes, can be used to create favorable grain structure in a material greatly increasing the strength of forged parts. For these reasons, metal forging manufacture gives distinct advantages in the mechanical properties of work produced, over that of parts manufactured by other processes such as only casting or machining.
Metal forgings can be small parts, or weigh as much as 700,000 lbs. Products manufactured by forging in modern industry include critical aircraft parts such as landing gear, shafts for jet engines and turbines, structural components for transportation equipment such as automobiles and railroads, crankshafts, levers, gears, connecting rods, hand tools such as chisels, rivets, screws, and bolts to name a few. The manufacture of forging die and the other high costs of setting up an operation make the production of small quantities of forged parts expensive on a price per unit basis. Once set up, however, operation costs for forging manufacture can be relatively low, and many parts of the process may be automated. These factors make manufacturing large quantities of metal forgings economically beneficial.
Most metal forging operations are carried out hot, due to the need to produce large amounts of plastic deformation in the part, and the advantage of an increased ductility and reduced strength of the work material. Hot die forging also eliminates the problem of strain hardening the metal. In cases where it is desirable to create a favorable strain hardening of the part, cold die forging may be employed. Cold die forging manufacture, while requiring higher forces, will also produce greater surface finish and dimensional accuracy than hot die forging. Some specific metal forging processes are always performed cold, such as coining.
Metal forging processes can be classified by the degree to which the flow of material is constrained during the process. There are three major classifications in metal forging manufacture. First, open die forging, in which the work is compressed between two die that do not constrain the metal during the process. Secondly, impression die forging, in which cavities within the die restrict metal flow during the compression of the part, causing the material to deform into a desired geometric shape. Some material in impression die forging is not constrained by the cavities and flows outward from the die, this metal is called flash. In industrial metal forging, a subsequent trimming operation will be performed to remove the flash. The third type of metal forging is flashless forging. In flashless forging manufacture the entire work piece is contained within the die in such a way that no metal can flow out of the die cavity during the compression of the part, hence no flash is produced.
The manufacturing process of metal forging has been performed for at least 7,000 years, perhaps even 10,000 years. The most basic type of forging would have been shaping some metal by striking it with a rock. Latter the employment of different materials, such as bronze then iron and steel, and the need for forged metal products such as swords and armor, led way to the art of blacksmithing or blacksmith forging. Blacksmithing is an open die forging process where the hammer and anvil surfaces serve as opposing flat die. Bronze forgings, followed by iron and steel forgings, mark some of man’s earlier manufacturing prowess.
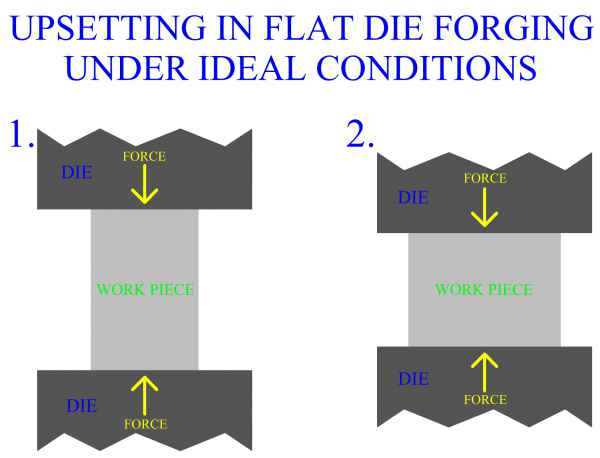
A simple type of open die forging is called upsetting. In an upsetting process the work is placed between two flat die and its height is decreased by compressive forces exerted between the two die. Since the volume of a metal will remain constant throughout its deformation, a reduction in height will be accompanied by an increase in width. Figure 155 shows a flat die upsetting process, under ideal conditions.
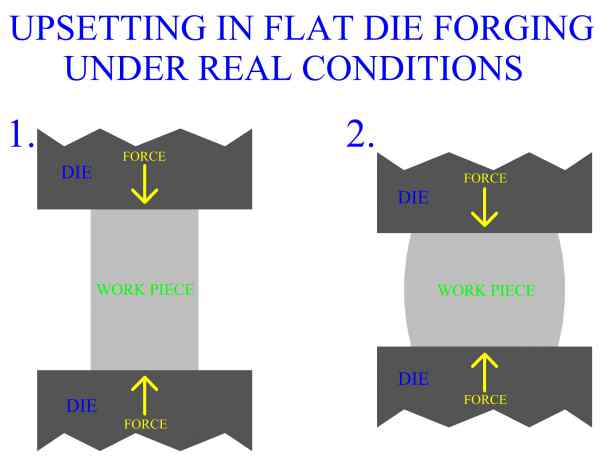
In real conditions during industrial manufacturing, friction plays a part in the process. Friction forces at the die-work interface oppose the spreading of the material near the surfaces, while the material in the center can expand more easily. The result is to create a barrel shape to the part. This effect is called barreling in in metal forging terms. Barreling is generally undesirable and can be controlled by the use of effective lubrication. Another consideration, during hot forging manufacture, that would act to increase the barreling effect would be the heat transfer between the hot metal and the cooler die. The metal nearer to the die surfaces will cool faster than the metal towards the center of the part. The cooler material is more resistant to deformation and will expand less than the hotter material in the center, also causing a barreling effect.
Another common open die forging process performed in industrial metal forging manufacture, involves using flat die to round an ingot. With the use of mechanical manipulators, a work piece is compressed and rotated in a series of steps eventually forming the metal into a cylindrical part. The compressions affect the material of the forging, closing up holes and gaps, breaking down and reforming weak grain boundaries, and creating a wrought grain structure. As this open die forging process progresses the material of the part will be altered from the outside first, progressing inward. It is important that when manufacturing a metal forging by this process, the part is worked significantly enough to change the structure of the material in the center of the work piece. Large shafts for motors and turbines are forged this way from cast ingots.
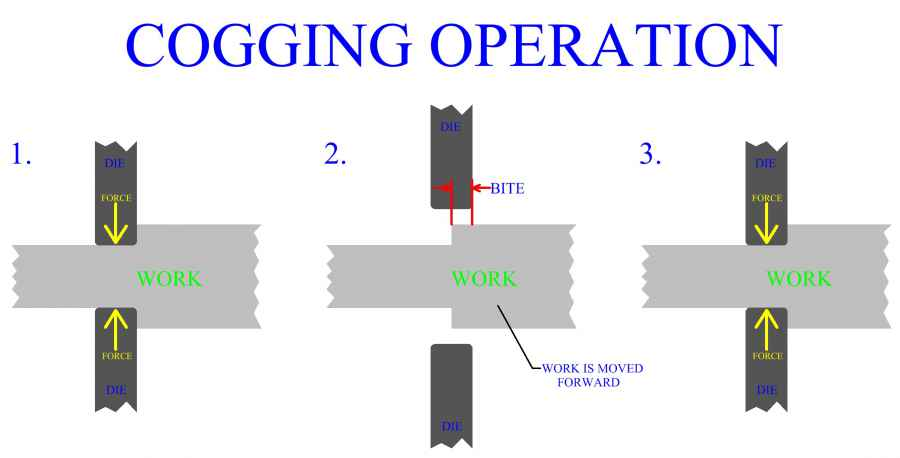
Cogging, or drawing out, is often used in manufacturing industry. Cogging is an open die forging process in which flat or slightly contoured die are employed to compress a work piece, reducing its thickness and increasing its length. In a cogging operation, the forging is large relative to the size of the die. The part is forged in a series of steps. After each compression of the material, the open die advance along the length of the work piece and perform another forging compression. The distance the die travel forward on the work piece between each forging step is called the bite, and is usually about 40 to 75 percent of the width of the die, in industrial practice. A greater reduction in the thickness of the forged part can be accomplished by decreasing the width of the bite. Cogging allows for smaller machinery with less power and forces to form work of great length. Often in commercial manufacture of metal products, cogging may be just one metal forging process in a series of metal forging processes required to form a desired part. Sometimes formed products such as metal fences may be produced directly from cogging.
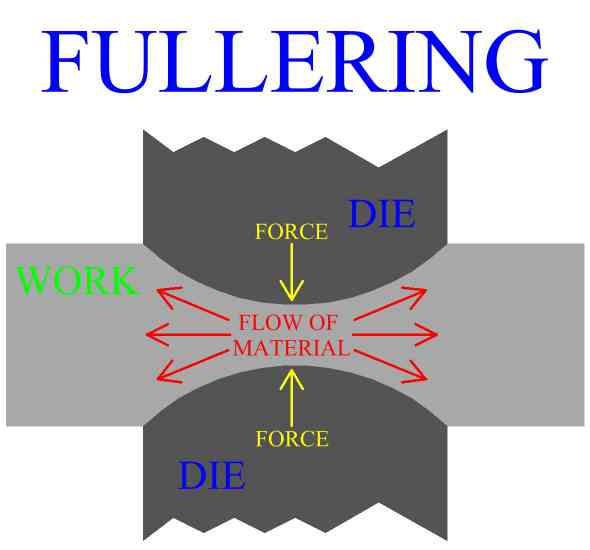
A typical open die forging process performed in metal forging manufacture is fullering. Fullering is mostly used as an earlier step to help distribute the material of the work in preparation for further metal forging operations. This often occurs when a manufacturing process requires several forging operations to complete. The metal forging process design section will discuss this concept later. In fullering, open die with convex surfaces are used to deform the work piece. The result is to cause metal to flow out of one area and to both sides.
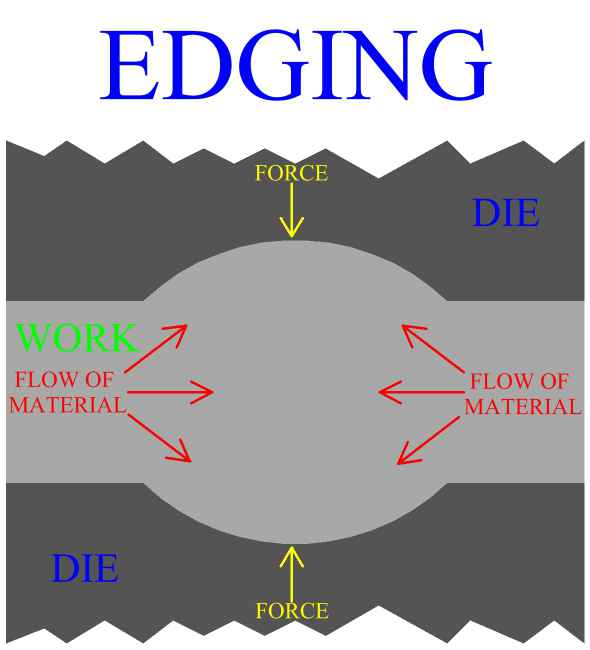
Edging is also an open die forging process often used in manufacturing practice, to prepare a work for sequential metal forging processes. In edging, open die with concave surfaces plastically deform the work material. Edging acts to cause metal to flow into an area from both sides. Edging and fullering both are used to redistribute bulk quantities of the metal forging’s material.
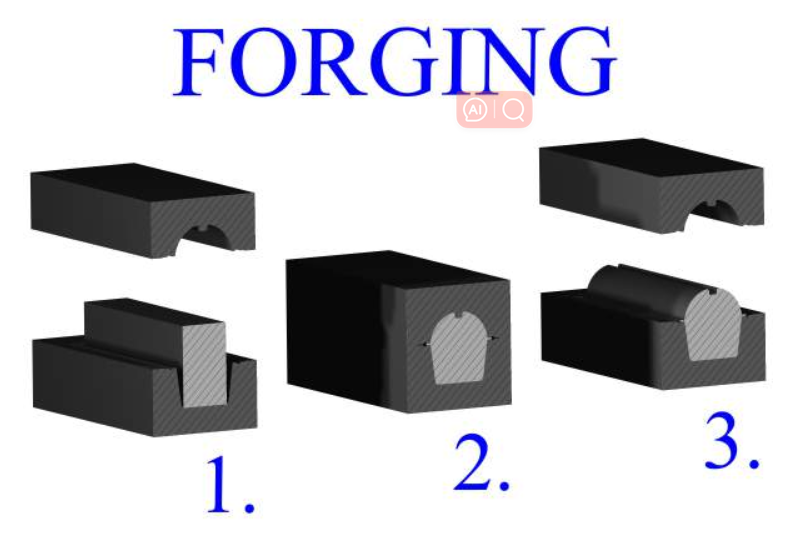
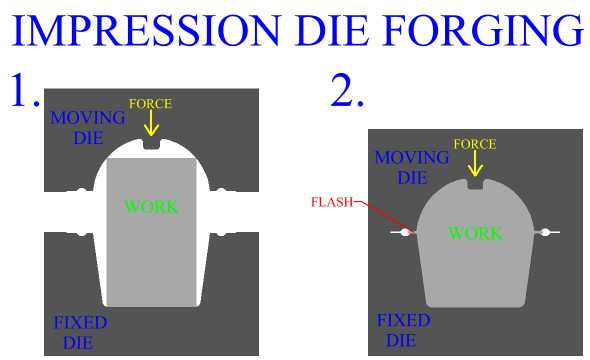
Impression die forging manufacture involves compression of a work piece by the use of impression die, (a mold), that contain cavities that act to restrict the flow of metal within the die during the deformation of the work. The metal will fill the space within the die cavity as it is plastically compressed into the mold. Closing of the mold completes the deformation, hence impression die forging is also referred to as closed die forging. The forged metal part will now have the geometric dimensions of the mold, provided a complete filling of the die cavity occurred during the process. The operation of forcing metal to flow into and fill the impressions in the die will also alter the grain structure of the metal. The creation of favorable grain structure through controlled material deformation should always be a consideration in the design of an impression die forging process.
One characteristic of impression die forging manufacture is the formation of flash or fin around the forged part. During the design of the metal forging operation, the volume of the starting work piece is made slightly higher than that of the closed die cavity. As the die close, and the work metal flows into and fills the contours of the impression, some excess material will flow out of the die and into the area between the two die. This will form a thin plane of metal all around the work at the parting line, (where the two die meet when they close), of the forged product. Flash is trimmed from the forging in a latter process.
Modern technological advances in the metal forging process and in the design of die, have allowed for the development of precision forging. Precision forging may produce some or no flash and the forged metal part will be at or near its final dimensions, requiring little or no finishing. The number of manufacturing operations is reduced as well as the material wasted. In addition, precision forging can manufacture more complex parts with thinner sections, reduced draft angles, and closer tolerances. The disadvantages of these advanced forging methods are that special machinery and die are needed, also more careful control of the manufacturing process is required. In precision forging, the amount of material in the work, as well as the flow of that material through the mold must be accurately determined. Other factors in the process such as the positioning of the work piece in the cavity must also be performed precisely.
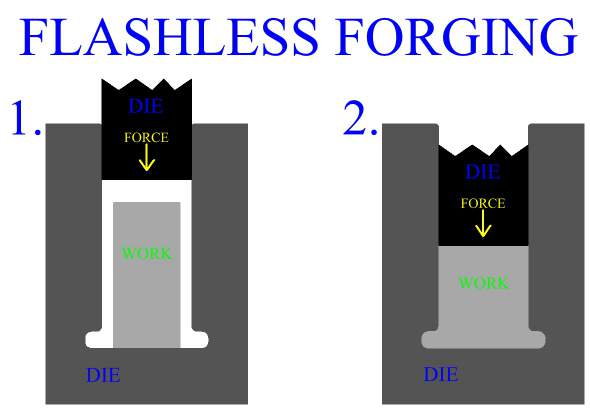
Flashless forging is a type of precision forging process in which the entire volume of the work metal is contained within the die and no material is allowed to escape during the operation. Since no material can leave the mold as the part is forged, no flash is formed. Like other precision forging processes, flashless forging has rigorous process control demands, particularly in the amount of material to be used in the work piece. Too little material and the die will not fill completely, too much material will cause a dangerous build up of forces.
Metal selection must be considered carefully in forging manufacture. The ability of a metal to experience deformation without failure or cracking is an important characteristic to consider in its selection as a material for a forging process. In metal forging industry, several tests have been developed to try and quantify this ability. The amount of deformation a particular metal can tolerate without failure is directly related to that metal’s forgeability. The higher the amount of deformation, the higher the forgeability.
One popular test involves compressing a cylindrical work stock between two flat die. This is called upsetting the work, thus this test is called the upsetting test. In an upsetting test, the work stock is compressed by flat open die, reducing the work in height until cracks form. The amount of reduction can be considered a measurement of forgeability. Upsetting tests can be performed at different temperatures and different compression speeds. Testing various temperatures and strain rates will help determine the best conditions for the forging of a particular metal.
Another common test used in modern industry is called the hot twist test. In a hot twist test, a round bar is twisted in one direction until material failure occurs. The amount of rotation is taken as a quantitative measurement of metal forgeability. This test is often conducted on a material at several different temperatures. Other tests are also used in industrial metal forging manufacture. Impact testing is sometimes used to gauge the forgeability of a material. Cracks in the metal are the common criteria for failure for most tests, however, forgeability tests can also determine other negative effects that a material may exhibit under different conditions of stress, strain rate, and temperature.