

How Can You Prevent and Solve Injection Molding Defects Before Production?
One bad shot can scrap a whole run. I have seen margins vanish when warpage, sink marks, or flash show up late. That pain pushed me to fix defects before steel is cut.
You prevent and solve injection molding defects before production by using DFM reviews, mold flow simulation, first article inspection, locked process windows for temperature, pressure, pack/hold, and cycle time, plus SPC and defect tracking on the floor.

Most teams still fight fires at T1 or in mass production. I do not want that for you or for my projects. The sections below walk through what I use on real programs—from concept to steady output—so you can catch risk early and keep parts on spec.
What Should Your Pre-Production Checklist Include: DFM, Mold Flow Analysis, and First Article Inspection?
Tooling quotes feel safe until the first trial. I once watched a rib layout create a weld line on a visible face. We could have caught it in a DFM call.
Your pre-production checklist should cover DFM with the molder, mold flow analysis for fill, cool, and warp risk, and a full first article inspection against CAD and CTQ specs before you scale.
Why I start before the mold is built
The cheapest fix is on the screen. When I sit with a molder early, we look at wall thickness, draft, gates, ribs, and undercuts. I ask one question: will plastic flow and cool evenly? If not, sink, warp, or short shots often follow.
DFM, simulation, and FAI in practice
| Step | What I check | Defects it helps avoid |
|---|---|---|
| DFM review | Uniform wall, draft, gate spot, rib-to-wall ratio | Sink marks, warpage, flow hesitation |
| Mold flow | Fill pattern, vents, cooling, weld lines | Short shots, air traps, warp, weld line strength |
| FAI | CMM/vision vs CAD, cosmetics, function | Shipping wrong geometry or weak CTQ features |
Design for Manufacturability (DFM) is not a checkbox. I share CAD early with KENVOX-style turnkey teams so we can flag thick bosses, sharp transitions, and bad gate choices. I have cut revision loops this way on consumer housings where every tenth of a millimeter mattered for snap fits.
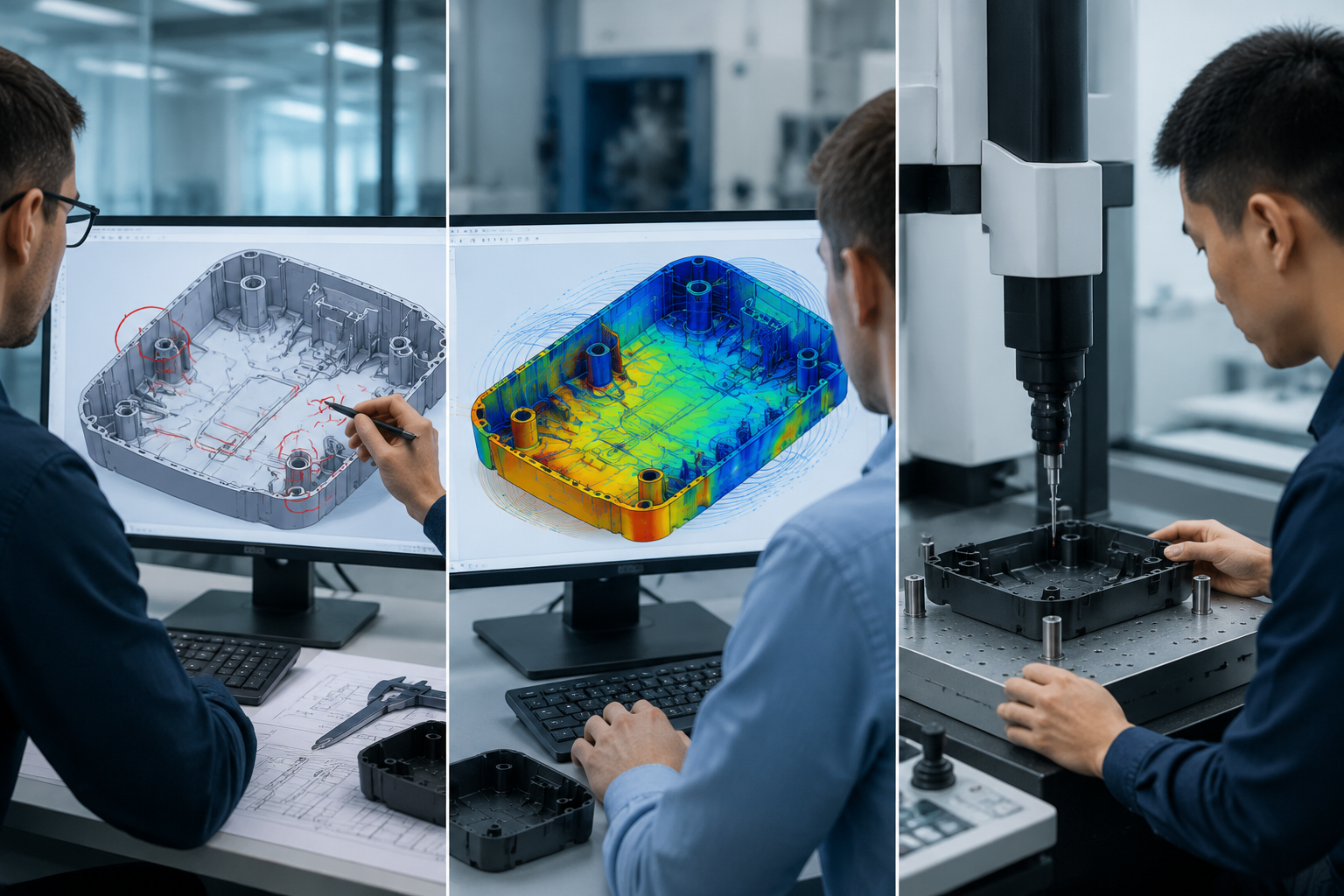
Mold flow analysis lets me test scenarios before chips fly. I compare gate options, runner size, and cooling layout. When simulation shows a short shot corner or a hot spot, I change the design or the mold plan—not the schedule after T2.
First Article Inspection (FAI) is where design, tool, and process meet reality. I record critical dimensions, weight, and surface notes. I tie them to CTQ list and keep the report with the job file. If FAI fails, I do not ramp. I fix root cause first.
Insight: DFM plus mold flow plus FAI usually pays back fast. I treat that trio as insurance against tool welds, emergency steel work, and customer line stops.
How Do You Prevent Common Defects Through Temperature, Pressure, Pack/Hold, and Cycle Time?
Parameters look fine on paper until humidity or resin lot shifts. I have chased sink marks for hours when hold time was simply too short.
Prevent common defects by controlling melt and mold temperature, using enough injection and pack pressure without flash, sealing the gate in pack/hold, and balancing cycle time so cooling is stable—not rushed.

The four knobs I tune on every validation
Theory is easy. The machine is honest. I document a process window—low, nominal, high—for each key setting. Then I stay inside it unless data tells me to move.
Parameter map I use on the floor
| Parameter | Too low / short | Too high / long |
|---|---|---|
| Melt temp | Short shots, poor finish | Degradation, flash, odor |
| Mold temp | Weld lines, stress, warp risk | Cycle creep, sticking, flash |
| Injection pressure | Short shots, incomplete fill | flash, overpack stress |
| Pack/hold | Sink, voids, size drift | Flash, stuck parts, warp |
| Cycle time | Hot parts, warp, size change | OK if quality holds; do not cut cooling blindly |
Temperature control starts with barrel zones and mold coolant. I verify melt with a pyrometer or probe where I can. I keep mold temp stable shift to shift. Small moves—often 5–10°F on the mold—have saved me on warpage without opening the tool.
Pressure is two stories: fill and pack. I fill fast enough to keep the melt front alive, then switch to pack to feed shrinkage. When sink shows on a boss, I look at pack pressure and time before I blame the steel.
Pack/hold is where I run a gate seal study. I weigh parts at 2, 4, 6, 8 seconds hold (example) until weight flatlines. That point is my minimum hold. I add a small safety margin, not a minute of wasted cycle.
Cycle time must respect cooling. I optimize channels and mold temp first. I do not steal cooling time to hit quota if parts warp or dimensions walk. Throughput means nothing if scrap rises.
Insight: I log every tweak with date, lot, and result. Scientific molding sounds heavy, but a simple logbook beats guessing on the next job.
How Do You Run Quality Control During Production with SPC, Defect Tracking, and Corrective Actions?
Pre-production work fails if nobody watches the trend line. I learned that when cavity two drifted for three days before anyone charted part weight.
Run quality control during production with SPC on key variables and dimensions, a defect log with photos and process data, and corrective actions tied to root cause and stop-ship rules when limits break.

From firefighting to early warning
Good launches still drift. Material, wear, and environment change. I want charts that scream before the bin fills with rejects.
What I monitor and how I respond
| Tool | What I track | Why it matters |
|---|---|---|
| SPC charts | Part weight, critical dim, melt temp, cycle time | Catches drift before visual defects |
| Defect log | Type, cavity, time, photo, lot | Shows patterns (tool vs process vs material) |
| Corrective action | 5-Why, fishbone, CAPA, parameter update | Stops repeat issues |
Statistical Process Control (SPC) is not only for automotive. I pick three to five CTQ signals per part—often weight plus one or two dimensions. Control limits come from a capable run, not from hope. When a point breaks a rule, I hold and investigate. I do not “nudge” forever.
Defect tracking must be boring and consistent. Operators tag scrap with reason codes. I review weekly with mold maintenance and process techs. When flash spikes on one cavity, I think alignment or venting—not “operator error” by default.
Corrective actions need teeth. I use stop-ship when limits fail. I train on the updated window after a fix. I close loops with preventive steps: pm on the tool, revised setup sheet, or a DFM note for the next rev.
Insight: SPC plus disciplined tracking turned quality from a cost center into a selling point on programs where I partner with manufacturers who run ISO 9001 and IATF-style systems. Predictable parts beat heroic inspection every time.
Conclusion
Defects yield to early DFM and simulation, locked process windows, and live SPC—not last-minute heroics on the molding floor.
My Role
About me
Brand Name: KENVOX
Slogan: Just show us your design or idea, Kenvox will return you a perfect finished product!
Website: https://www.kenvox.com/
Our Mission:
KENVOX, originated from Hong Kong, China, is a comprehensive manufacturing group that combines design, plastic, silicone, and hardware tooling with finished parts into one integrated package. Since 1989, we have built a turnkey contract-manufacturing platform: Dongguan plastic and silicone sites, Shenzhen plastic/mold and commercial operations (Kenvox Technology), Huizhou plastic and new-energy manufacturing, Vietnam plastic and silicone plants plus a precision metal JV, together with Hong Kong corporate registration and logistics, a United States sales office in Irvine, California, and plans for a European sales branch. KENVOX maintains a strong sourcing and project team so clients can move from only a concept—an idea or sketch—through engineering, prototyping, mold making, injection and silicone production, metal processing, surface treatment, assembly, packaging, and export. From design to delivery, we provide one-stop turnkey service for OEM/ODM and new product development worldwide.
KENVOX INDUSTRIAL (HONGKONG) CO., LTD is a Hong Kong–based contract manufacturing group (est. 1989) focused on plastic, silicone, and metal tooling and finished parts, with OEM/ODM, design support, and one-stop turnkey project delivery from concept through mold, production, secondary processes, assembly, packaging, and export logistics. The group operates wholly owned and partner facilities in Dongguan, Huizhou, Shenzhen (commercial/engineering), and Vietnam (plastic, silicone, and precision metal), and promotes primarily as a manufacturer platform rather than a generic trading broker. Website: www.kenvox.com.
Services Offered:
- Product & engineering design: Component design, reverse engineering, DFM/DFMA, tooling/fixture/gauge design, and drawing refinement for manufacturability.
- Prototyping: CNC prototypes (plastic/metal), silicone sample molds, silicone overmolding for small plastic prototype runs, and engineering/appearance validation before production tooling.
- Injection mold design & manufacturing: Plastic injection molds (including gas-assisted, insert, precision, and two-shot / overmolding), plus related mold flow analysis and DFM reporting.
- Custom manufacturing — plastic: High- and low-volume injection molding, dual-color injection, overmolding, insert molding; support for clean-room medical molding (up to Class 10,000 where applicable).
- Custom manufacturing — silicone: Compression molding, LSR (liquid silicone) injection, dispensing/epoxy, and related finished silicone parts.
- Custom manufacturing — metal: CNC machining, die casting, stamping (sheet metal), and coordinated metal supply through JV/partner metal operations.
- Secondary processing & assembly: Silk screen and pad printing, laser engraving, painting/UV coating, sand blast texturing, vacuum plating, ultrasonic welding, simple structural assembly, and coordination of anodizing, electroplating, powder coating, and other outsourced finishes.
- Supply chain & project operations: Sourcing of related components (electronics/EMS, packaging, standard parts, wood/glass/textiles via vetted suppliers), warehousing, multi-destination shipping, and testing/certification coordination (e.g. CE, FCC, UL, FDA, LFGB as required by product/market).
Certifications and Quality Assurance:
KENVOX operates under ISO 9001, IATF/TS 16949 (automotive quality), and ISO 14001, with incoming-to-outgoing QC, dedicated QA resources, and ERP-backed documentation and traceability for molds and production.
Team and Communication:
Sales and project staff are positioned for direct English communication with overseas clients; foreign-trade engineers typically bring 10+ years of industry experience, with appointed project leaders per case for faster quotations (streamlined internal approval vs. typical factory hierarchies), online technical reviews, and ongoing follow-up through mold trials (T0/T1…), golden samples, and mass production.
Production Capabilities:
Group scale (figures vary by document/year—use ranges when speaking to customers): roughly 600–1,300+ employees, ~30,000–40,000+ m² manufacturing footprint, 70–80% export orientation. Plastic injection capacity includes 190+ injection machines (about 75–1,000 ton class across the network, with dual-color capability and partner access to ~1,000 ton machines), 1300+ tons/year plastic processing capacity cited for major plastic sites, and 60+ silicone-related machines (compression, transfer, LSR, dispensing). Mold shop highlights include high-speed CNC (e.g. Mikron), EDM / mirror EDM, slow-wire EDM, grinding, and CMM measurement; Huizhou-scale plastic operations cite on the order of ~400 molds/year and ~5,000 T injection parts (site-dependent).
Global Reach:
Primary markets: North America, South America, Western/Eastern Europe, East Asia, Middle East, and Australia, with reference customers/brands including CASIO, BROTHER, BBK, KINPO, LADA, and automotive/industrial names (e.g. VAZ, GAZ). U.S. sales support is referenced (California); European branch is planned rather than fully established. KENVOX targets mid-to-high-end buyers—especially industrial/product design firms, brand owners, contract manufacturers/assemblers, sourcing firms, and regional mold shops subcontracting to China/Vietnam—who value turnkey execution, dual-material molding, medical/clean-room options, and responsive project management over lowest-unit-price-only sourcing.
About him/her
Product and Mold Designer User Profile (Ryan)
Age: 31
Country: USA
Education: Degree in product design or mechanical engineering
Work Experience: 10 years of experience in product and mold design
Ryan is a seasoned designer who works in a mid-sized manufacturing company, specializing in plastic components for consumer electronics. His role involves ensuring that designs meet both aesthetic and functional requirements while being optimized for large-scale production. Ryan is highly proficient with CAD tools and mold design principles, regularly collaborating with engineers and production teams. He seeks to keep up with advancements in mold design, new materials, and manufacturing technologies to improve product quality and reduce costs. His main challenges include calculating mold shrinkage, managing tight project deadlines, and incorporating the latest design techniques.